




_06_04_2026_00_29_48_108019.jpg)

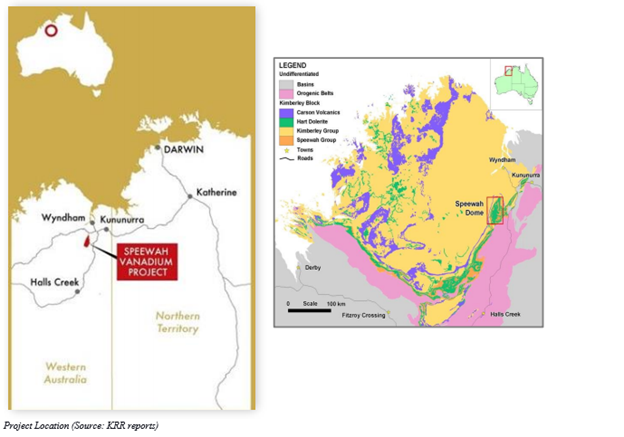
Magnifying the robustness of its project portfolio, King River Resources Limited (ASX:KRR) has triumphantly achieved the production of >4N (99.99% Al2O3) High Purity Alumina (HPA) at the Speewah Specialty Metals (SSM) Project. The wholly owned flagship project sits in Western Australia’s East Kimberly region.
The Company’s consistent and unyielding endeavours delved into Pre-Feasibility Study (PFS) appear to have finally paid off in the form of the first >4N (99.99% Al2O3) HPA production through the aid of a new process developed by metallurgical consultants TSW Analytical Pty Ltd (TSW). KRR had recently reported the ongoing PFS activities concerning metallurgy and process flowsheet development amidst the COVID-19 scenario.
To know more, do read: Speewah Project PFS Bolstered by Progressive Operations, KRR Embraces Covid-19 Safety Measures
PFS at the SSM project was focused on the HPA production, with co-products including vanadium pentoxide, iron oxide and titanium dioxide planned at a later stage. The move is targeted towards reducing project size, and thereby could kick-in the potential for capex reduction and returns’ maximisation.
A Closer Inspection at the 4N HPA Production
Production of 99.98% Al2O3 HPA was achieved following the TSW breakthrough, which involved the direct extraction of aluminium as the first precipitation product from the sulphuric acid leach solution containing Fe, Al, Mg, V and Ti, as announced by the Company in December 2019.
Several leach solutions from Nagrom, including the test result from leached non-magnetic fraction derived from the magnetic separation procedure, have been subjected to several repetitions of Al precipitation process. Furthermore, through the better grasp of the process, the Company has been successful in reducing the reagent amount in the Al precipitation process and increasing the Al precipitation efficiencies up to 95%.
A two-stage purification process was utilised to purify the precipitate rich in Al to ensure low-level contaminant metals in a precursor product that would be appropriate for 4N HPA production. The stage one involves recrystallisation process recovering 95% Al whereas the second stage of Ion Exchange is currently recovering nearly 76% targeting 80% for the pre-feasibility study. KRR has derived capacity centric for >4N HPA production through the development of the second stage process of purification.
The purified precursor product was subjected to calcination at 1100°C for converting to Alumina followed by washing for impurities removal. The resultant high purity alumina assayed >99.99% Al2O3 using the oxide basis as a method of calculating the assay results. In the method, the impurities are first converted to oxides, followed by subtraction from 100%. While the metal oxides of calcium and magnesium oxides are the main contaminant metal oxides in the 4N HPA product, sodium, potassium, manganese, silicon, and iron are present in smaller amounts as the contaminants.
Upcoming Testwork
Further testwork and analysis planned by KRR concerning HPA include-
- Stage Two purification efficiency improvement
- Augmenting the temperature for calcination along with testing for ensuring all the HPA phase is alpha-alumina
- HPA reporting to three decimal places
Additionally, the Company will undertake other metallurgical testwork-
- Centric towards the improvement of overall recoveries along with reduction of consumption of acid and reagents used during input into PFS, KRR is finalising hydrometallurgical testworks.
- Using leachates from the magnetic magnetite-ilmenite concentrates, the solvent extraction for producing TiO2, V2O5 and Fe oxide is underway.
Stock information - Post the announcement, KRR stock closed the day’s trade at $ 0.041 on 23 April 2020, moving upward by 20.588% from its previous close. The last one-month and year-to-date return of the stock was noted at 88.89% and 61.90%, respectively.
